





关键词 |
低合金,钢板零割加工,鹤壁低合金 |
面向地区 |
材质 |
Q345R |
|
厂家 |
宝钢 |
鹤壁低合金- 翼缘板拼接长度不应小于2倍板宽;腹板拼接宽度不应小于300,长度不应小于600。(2)组装过程中,应掌握焊接的应力和变形的规律,采取适当措施,以防止或焊后变形和矫正工作。3.钢构件组装质量控制(1)组装程序应有严格的要求,对体积大、刚度差、易变形的组装时应考虑加固措施;根据组装实际情况选择不同的组装方法。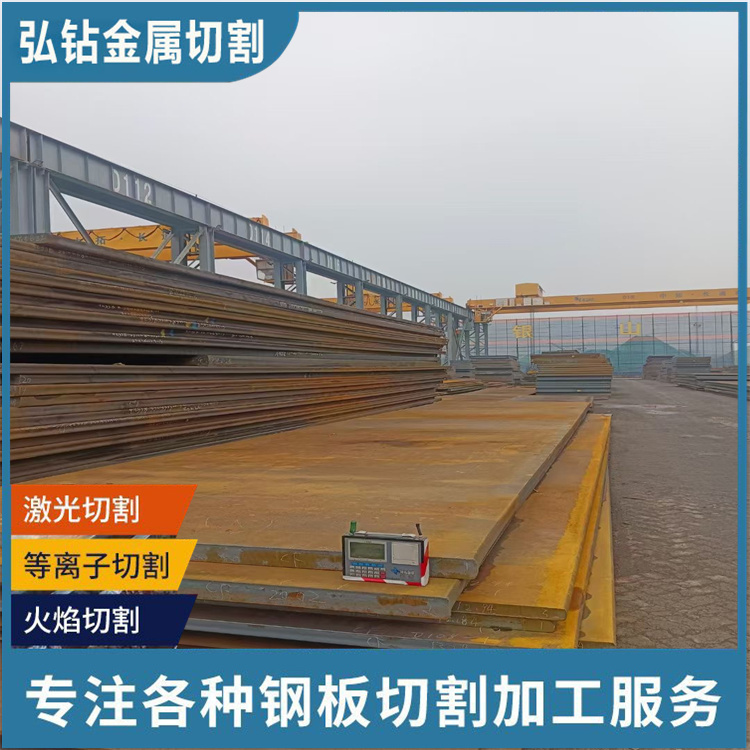
排除:更换驱动齿轮,定期检查易损件,如磨损超标就更换。一家专注于做钢板切割的厂家---无锡海辰得来CAD图,按图纸艺切割,不管多厚都可以切割。故障四:有高频但不引弧。原因:割炬内电极、喷嘴短路,电极上螺纹有损伤。
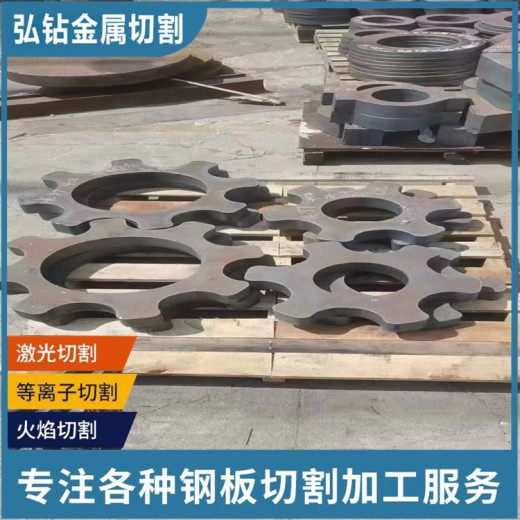
钢板切割-钢板零割 无锡市是一家从事业过程自动,拥有雄厚的力量和的程设计、施理念。下设程部和设备部,程部成立10年,已经发展成为材料的加、配送基地,为客户提供更好、更贴切的服务。我们可为客户提供各种规格材质钢板切割、零割、加各种几何形状钢板构件。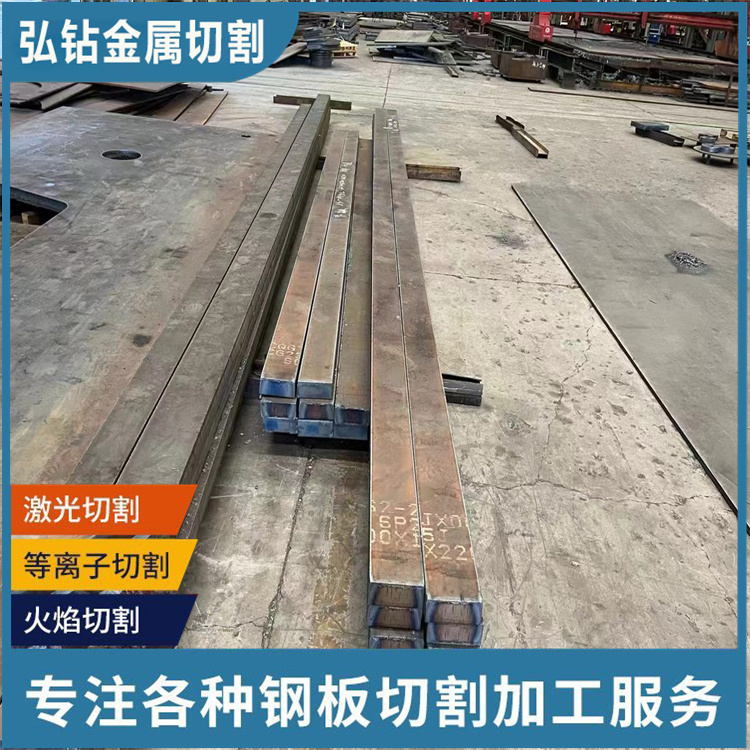
鹤壁低合金钢板零割加工-特厚钢板零割下料-中厚板激光切割 在钢板切割中如果下料主要用的是数控激光/等离子切割机和剪板机和冲床,冲床的和剪板机几乎没有余料,数控下料设备是大的余料产生者,余料的数量基于订单的复杂程度而定,设备在下料之前,会有排版生成切割程序,此时就开始会有余料问题需要处理。
与使用可燃气体进行操作的火焰切割不同,大多数手持式等离子切割系统使用压缩气体,从而节省了气瓶的租金和运费。误区二:只适合切割薄材料如今,随着割炬,易损部件和电源设计的发展,等离子系统程师能够设计出具有更高切割能力和更厚厚度(大80mm厚),更小体积和更高临时负载率的系统。
◆缺点:1、切割所需的预热和穿孔时间长,切割速度慢;2、切割时热变形大,尤其在切割(0.5-6mm)的薄板时,切割精度不高。3、无法对铜,铝等有色金属与不锈钢进行切割的。4、燃烧燃料的方式对环境污染较严重的,不环保。
鹤壁本地钢板切割热销信息